Производители интеллектуального подъемно-транспортного оборудования






Пневматическая электрическая таль
Когда слышишь ?пневматическая электрическая таль?, первое, что приходит в голову многим — это что-то вроде гибрида, где сжатый воздух крутит электродвигатель. На самом деле, тут всё иначе, и эта путаница часто приводит к неправильному выбору оборудования. Взрывоопасные зоны, химические производства, лакокрасочные цеха — вот её настоящая стихия. Но даже среди специалистов бытует мнение, что это просто ?та же таль, но с защитой?. Работая с поставками и наладкой, в том числе для таких производителей, как ООО Шаньдун Диншэн Подъемное Оборудование, видишь, как такие упрощения оборачиваются проблемами на объекте.
Что скрывается за термином и почему это не ?просто мотор в коробке?
Конструктивно — это полноценная взрывозащищенная электрическая таль, где все потенциальные источники искрения (электродвигатель, тормоз, кнопочный пост, электроника) заключены в оболочки, исключающие воспламенение окружающей атмосферы. Классификация по зонам (1, 2, 21, 22) и маркировка взрывозащиты (Ex d, Ex e, Ex t) — это не просто бумажки, а расчётные параметры под конкретную среду. Помню случай на одном из нефтехимических заводов под Уфой: заказчик сэкономил, поставив обычную таль в зону, где периодически могли скапливаться пары. Через полгода — замена всего узла, простой, проверки. А ведь можно было сразу взять правильное решение.
Ключевое отличие — в деталях исполнения. Например, зазор между фланцами корпуса двигателя или тормоза строго регламентирован, чтобы пламя или горячие газы от возможной внутренней вспышки остыли, не выйдя наружу. Материалы уплотнений тоже специфические, стойкие к агрессивным средам. Это не та вещь, которую можно собрать ?в гараже? из серийных компонентов. Производители вроде Shandong Dingsheng, которые имеют лицензию на спецоборудование класса A, обычно ведут весь цикл: от проектирования и испытаний в собственных лабораториях до монтажа. На их сайте sddscrane.ru в разделе взрывозащищённого оборудования видно, что линейка охватывает разные грузоподъёмности и режимы работы, что говорит о серьёзной проработке.
Часто спрашивают: а почему не использовать пневмопривод в чистом виде? Ответ лежит в экономике процесса. Чисто пневматические тали требуют мощные компрессоры, разводку магистралей, осушители воздуха — это капитальные затраты и высокие эксплуатационные расходы на энергию. Пневматическая электрическая таль (правильнее, конечно, ?взрывозащищенная электрическая?) использует существующую электрическую инфраструктуру, но в безопасном исполнении. Это компромисс между безопасностью, надёжностью и стоимостью владения.
Типичные ошибки при подборе и монтаже: взгляд с объекта
Самая распространённая ошибка — неправильная оценка класса зоны. Бывает, проектировщик или сам заказчик, глядя на план цеха, говорит: ?Ну здесь же просто склад, разве что пыль?. А по факту там хранятся растворители или мука, образующая взрывоопасную пыль. Без паспорта объекта и классификации зон по ПУЭ или ATEX начинать подбор бесполезно. Мы всегда запрашиваем эти данные, а если их нет — рекомендуем провести замеры. Иначе сертификат CE или взрывозащиты Ex просто превращается в красивую бумажку, не обеспечивающую реальной защиты.
Вторая ошибка — игнорирование режима работы (ПВ, продолжительность включения). Взрывозащищённые двигатели часто имеют худший теплоотвод из-за массивных корпусов. Если нагрузить таль с режимом S3 40% в режим S1 (постоянная работа), перегрев неизбежен. Видел, как на консервном заводе таль, поднимающая банки в зоне с спиртовыми парами, выходила из строя каждые несколько месяцев. Оказалось, её использовали для непрерывной сортировки, а не для периодического подъёма. Пришлось менять на модель с принудительным охлаждением и другим классом изоляции.
Монтаж — отдельная история. Кабельные вводы (сальники) должны быть соответствующего типа взрывозащиты. Частая ?халтура? — затянуть обычный сальник потуже, думая, что этого хватит. Не хватит. Нужны именно сертифицированные компоненты. Также критична заземляющая шина. Искра от статики или блуждающих токов — такой же источник опасности. При установке оборудования от ООО Шаньдун Диншэн их служба монтажа всегда акцентирует на этом внимание, предоставляет схемы подключения. Это показатель системного подхода, когда поставщик отвечает за весь цикл, а не просто продаёт ?железо?.
Случай из практики: ремонт или замена?
Был у нас объект — крупный лакокрасочный комбинат. На линии нанесения покрытий работала старая советская взрывозащищённая таль. Отказал двигатель. Логика заказчика: давайте отремонтируем, перемотаем обмотки. Но здесь загвоздка: после вскрытия взрывозащищённой оболочки её целостность нарушается. Чтобы восстановить сертификацию, нужны дорогостоящие испытания в аккредитованной лаборатории, что часто сопоставимо по цене с новой талью. Более того, старые модели могли иметь сертификацию по устаревшим стандартам.
Мы предложили рассмотреть вариант замены на современную модель, например, из линейки взрывозащищённых талей с канатным или цепным исполнением от Dingsheng. Их продукция имеет действующие сертификаты, включая CE для рынка ЕАЭС, что важно для легальной эксплуатации. Ключевым аргументом стала не только цена, а сокращение времени простоя. Новая таль поставлялась в сборе, с готовым комплектом документации для надзорных органов. Ремонт же тянулся бы неделями с непредсказуемым результатом.
В итоге поставили таль грузоподъёмностью 5 тонн, с повышенным режимом работы. Интересная деталь: в новой модели использовался частотный преобразователь во взрывозащищённом исполнении. Это позволило реализовать плавный пуск и точное позиционирование, чего не было раньше. Для технологов это стало бонусом — меньше брака из-за резких рывков. Этот случай хорошо показывает, что современное оборудование — это не просто ?поднять-опустить?, а элемент технологического процесса, влияющий на качество.
На что смотреть в документации и при приёмке
Первое — паспорт с чёткой маркировкой взрывозащиты. Должно быть указано что-то вроде: Ex d IIB T4 Gb или Ex tD A21 IP65 T135°C. Эти буквы и цифры — инструкция по применению. Например, T4 (или класс температуры) указывает максимальную температуру поверхности оборудования. Если в зоне есть газы с температурой воспламенения 100°C, а оборудование имеет класс T3 (до 200°C), это недопустимо.
Второе — инструкция по монтажу, эксплуатации и ремонту (ИЭР). В ней должны быть схемы подключения, требования к кабелям, моменты затяжки болтов на фланцах, график обслуживания. У солидных производителей, как упомянутая компания, этот документ очень подробный, с фотографиями узлов. Если вам привозят таль с пятистраничной ?инструкцией? на плохом русском — это красный флаг.
Третье — комплектность. Должны быть все сальники, заглушки, ключи для обслуживания, запасные щётки (если есть), сертификаты на кабель. При приёмке стоит проверить целостность пломб на клеммных коробках, отсутствие сколов на корпусе. Однажды обнаружили микротрещину на литом корпусе тормоза. Казалось бы, ерунда. Но для взрывозащищённого исполнения это критичный дефект — нарушена целостность оболочки. Узел заменили по гарантии, но монтаж пришлось сдвинуть.
Мысли о будущем таких систем
Тенденция видится в интеграции. Пневматическая электрическая таль перестаёт быть изолированным устройством. Всё чаще её хотят встраивать в систему диспетчеризации цеха: контроль состояния (вибрация, температура обмоток), учёт моточасов, прогноз остаточного ресурса. Для взрывозащищённого оборудования это сложная задача — датчики и системы передачи данных тоже должны иметь соответствующий уровень защиты. Вижу, как некоторые производители начинают предлагать решения с искробезопасными цепями (Ex i) для мониторинга.
Другое направление — материалы. Использование более лёгких и прочных сплавов для корпусов, композитных материалов для изоляции. Это позволяет снизить массу тали, а значит, и нагрузку на подкрановые пути, что особенно важно при модернизации старых цехов. На выставках уже встречал прототипы, но массовым пока не стал.
И главное — упрощение логистики и сервиса. Когда производитель, такой как Shandong Dingsheng, имеет не только широкий каталог (у них, кстати, заявлено около 6000 видов продукции), но и налаженную сеть поставок запасных частей и сервисных инженеров в регионе, это снимает массу головной боли у эксплуатанционников. Знать, что для твоего оборудования, работающего в опасной зоне, есть оперативная техническая поддержка и склад запчастей в стране — это не роскошь, а необходимость. В конечном счёте, надёжность любого оборудования определяется не только его конструкцией, но и тем, как организована его поддержка на протяжении всего жизненного цикла.
Соответствующая продукция
Соответствующая продукция



Самые продаваемые продукты
Самые продаваемые продукты-
 Шкаф сопротивлений из нержавеющей стали
Шкаф сопротивлений из нержавеющей стали -
 Судостроительный козловой кран
Судостроительный козловой кран -
 Козловой кран с ферменной двутавровой балкой
Козловой кран с ферменной двутавровой балкой -
 Полупортальный кран
Полупортальный кран -
 Козловой кран с L-образной главной балкой
Козловой кран с L-образной главной балкой -
 Мостовой грейферный кран типа QZ
Мостовой грейферный кран типа QZ -
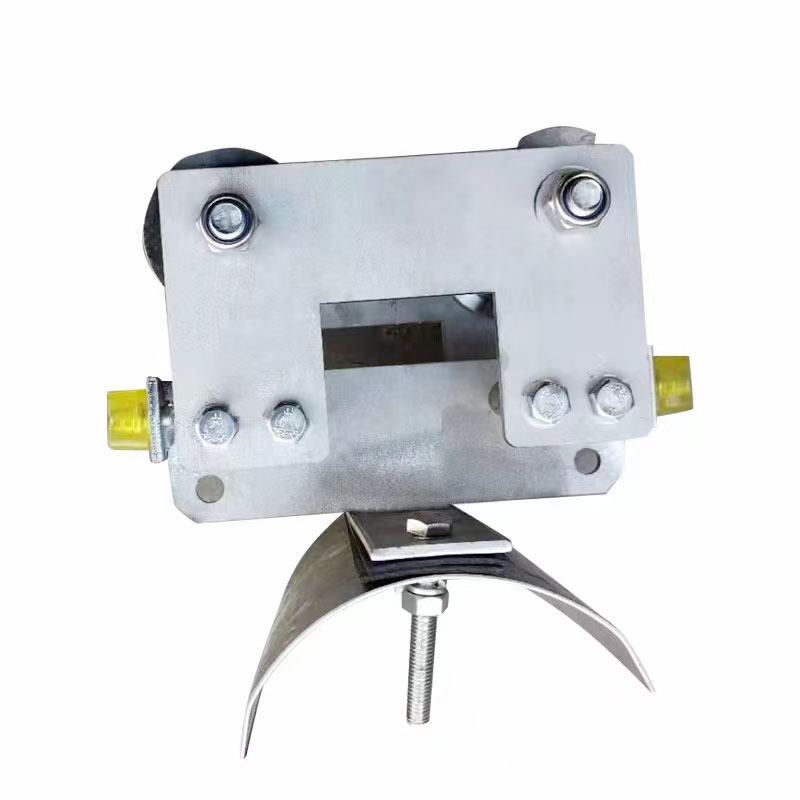
 Тормозное противоураганное устройство
Тормозное противоураганное устройство -
 Козловой кран с ферменной двутавровой балкой типа MHH
Козловой кран с ферменной двутавровой балкой типа MHH -
 Подвесной кран
Подвесной кран -
 Козловой кран с электрической талью типа MH, MHE
Козловой кран с электрической талью типа MH, MHE -
 Консольный кран типа BZD
Консольный кран типа BZD -
 Контейнерный кран
Контейнерный кран