Производители интеллектуального подъемно-транспортного оборудования






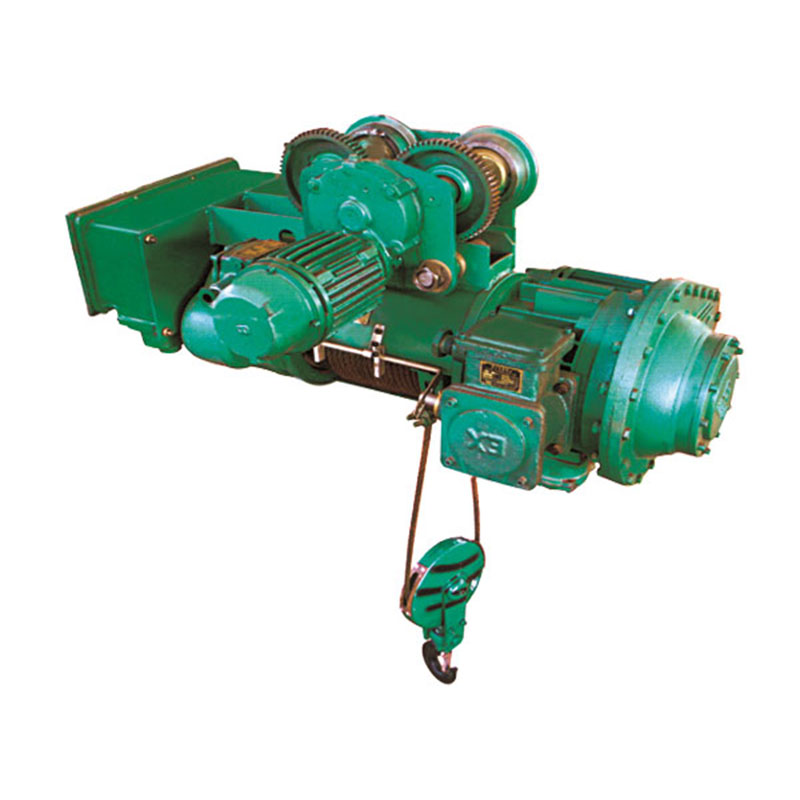
Лебедка электрическая с тележкой
Когда слышишь ?лебедка электрическая с тележкой?, многие представляют себе просто мотор с барабаном, который ездит по балке. На деле, это целый комплекс, где от согласованности работы самой лебедки и механизма передвижения тележки зависит не только производительность, но и, что куда важнее, безопасность. Частая ошибка — выбирать их по отдельности, глядя только на тоннаж. А потом удивляться, почему при подъеме полной нагрузки тележка ?закусывает? или электродвигатель перегревается. Тут вся соль в синхронизации и в том, насколько система рассчитана на реальные, а не паспортные, режимы работы.
Конструкция: где кроются главные проблемы
Возьмем, к примеру, узел соединения привода тележки с рамой. Казалось бы, стандартный редуктор и колеса. Но если производитель сэкономил на подшипниках скольжения в опорах, уже через полгода интенсивной работы появится люфт. Это не просто стук — это смещение оси, неравномерная нагрузка на рельс и ускоренный износ. Я видел случаи, когда из-за этого деформировалась сама балка моста крана. Приходилось не просто менять тележку, а выправлять всю металлоконструкцию.
Еще один нюанс — кабельная система питания. Для лебедки электрической с тележкой, которая постоянно в движении, гибкий кабель — это ее ?кровеносная система?. Дешевые решения с ПВХ-оболочкой, нестойкой к маслу и истиранию, приводят к обрывам, замыканиям и простоям. Правильнее — кабели с резиновой изоляцией, проложенные в гибких металлорукавах или на кабельном лотке с достаточным радиусом изгиба. Мелочь? Пока в пятницу вечером не встанет вся линия из-за перебитого кабеля.
Тормозная система на тележке — отдельная тема. Часто ставят стандартный колодочный тормоз только на приводные колеса. Но если кран работает в цеху с повышенной влажностью или стружкой, колодки изнашиваются в разы быстрее. Для таких условий лучше смотреть в сторону дисковых тормозов в масляной ванне или систем с дублированием. Помню проект для склада лакокрасочных материалов, где из соображений взрывозащиты пришлось полностью пересматривать конструкцию тормозов и их управление для тележки.
Выбор и расчет: паспортные данные против реальности
В паспорте обычно пишут грузоподъемность, скорость и высоту подъема. Но ключевой параметр, который часто упускают — ПВ (продолжительность включения) двигателей — и лебедки, и движения тележки. Если у вас цикл: захват груза — подъем — перемещение на 20 метров — опускание — возврат, и это повторяется каждые 3 минуты, то ПВ должно быть не менее 40%, а лучше 60%. Иначе двигатели будут перегреваться. Ставили как-то лебедку с ПВ=25% на такой режим — через месяц сгорел статор. Пришлось экстренно менять на модель с более мощным мотором и улучшенным охлаждением.
Расчет нагрузки на ходовые колеса — тоже не для галочки. Он зависит не только от веса груза и самой тележки, но и от состояния рельсового пути. Незначительный прогиб рельса или его локальный износ создают точечную перегрузку, которая со временем ?убивает? колесо. Поэтому в спецификациях к надежным комплектам, как у того же ООО Шаньдун Диншэн Подъемное Оборудование, часто указывают не просто диаметр колеса, а материал бандажа (например, сталь 65Г с закалкой) и рекомендуемую твердость рельса. Это говорит о серьезном подходе.
Кстати, о производителях. Когда нужна надежная лебедка электрическая с тележкой для ответственного участка, смотрю не только на цену. Важно, чтобы поставщик сам занимался проектированием и имел лицензии на производство спецоборудования. Вот, например, на сайте sddscrane.ru видно, что ООО Шаньдун Диншэн — это не просто торговый посредник, а завод с полным циклом, имеющий и лицензию класса An, и сертификаты CE. Это значит, что их продукция изначально проектируется под определенные стандарты безопасности и может проходить сертификацию в ЕАЭС. Для меня это важный аргумент, так как избавляет от головной боли с документацией при вводе в эксплуатацию.
Монтаж и обкатка: моменты, которые нельзя пропустить
Самая совершенная лебедка может быть испорчена неправильным монтажом. Особенно критична центровка редуктора относительно двигателя и соосность ходовых колес. Нередко монтажники, торопясь, выставляют все ?на глазок?. Результат — вибрация, повышенный шум и быстрый выход из строя подшипников. Обязательный этап, который мы всегда включаем в договор — шеф-монтаж с участием технического специалиста от производителя. Пусть это стоит денег, но зато после пусконаладки система работает как часы.
Период обкатки — это не формальность. Первые 50-100 часов нужно работать с нагрузкой не более 60-70% от номинала, постоянно проверяя нагрев двигателей, редукторов, работу тормозов и стопоров. Как-то пришлось принимать кран после ?ускоренной? обкатки заказчиком. Они сразу дали полную нагрузку. Итог — микротрещины в сварных швах рамы тележки, которые обнаружились только при УЗК-контроле. Пришлось усиливать конструкцию.
Не забываем про электрику. Настройки частотных преобразователей (если они есть) для плавного разгона и торможения — это залог долгой жизни механической части. Резкие старты — это ударные нагрузки на редуктор и канат. Настраиваем кривые разгона отдельно для лебедки и отдельно для движения тележки, чтобы движение начиналось без рывка.
Обслуживание: предупредить, а не чинить
График ТО — это святое. Но кроме стандартной смазки и проверки болтовых соединений, есть менее очевидные точки. Например, состояние контактов в силовых цепях на токосъемнике тележки. Их подгорание ведет к потере мощности и рывкам. Раз в полгода — чистка и подтяжка. Или проверка натяжения и состояния стального каната на барабане. Его неравномерная укладка — первый признак проблем с канатоукладчиком или перекоса.
Часто игнорируют состояние рельсового пути, по которому движется тележка. Загрязнение, окалина, локальная коррозия — все это увеличивает сопротивление движению и износ бандажей колес. Регулярная очистка и визуальный осмотр пути должны быть в checklist оператора. Мы даже вносили это в должностную инструкцию.
Еще один лайфхак — ведение журнала отказов. Фиксируем любую, даже мелкую неисправность: сработала ли тепловая защита, было ли заедание тормоза, скрип в редукторе. Со временем это помогает выявить системную проблему. Например, если двигатель лебедки регулярно перегревается в жаркие дни, возможно, стоит добавить дополнительный вентилятор или доработать кожух.
Кейсы и выводы
Был у нас опыт модернизации старого мостового крана. Заказчик хотел просто заменить изношенную лебедку. Но после осмотра стало ясно, что старая тележка с редуктором 60-х годов выпуска не обеспечит точность позиционирования для новых задач. Уговорили на комплексную замену — лебедка электрическая с тележкой в сборе от одного производителя. Выбрали вариант от ООО Шаньдун Диншэн, так как у них была готовая типоразмерная линейка, подошедшая по габаритам и посадочным местам к старой балке. Плюс — поставили частотные преобразователи. Результат — не только восстановили грузоподъемность, но и повысили точность остановки с ±10 см до ±2 см, что устроило технологов.
А вот негативный пример. Решили сэкономить на одном объекте, купив дешевый комплект ?no name?. Лебедка вроде тянула, но тележка имела огромный мертвый ход в редукторе движения. При остановке груз раскачивался, что недопустимо для монтажных работ. Пришлось демонтировать и ставить новую, уже от проверенного поставщика. Экономия обернулась двойными расходами и срывом сроков.
Итог прост. Лебедка электрическая с тележкой — это система, где все компоненты должны быть сбалансированы. Ее выбор — это не поиск самой низкой цены в каталоге, а техническая задача. Нужно учитывать режим работы, условия среды, состояние инфраструктуры (как рельсовый путь) и, что очень важно, возможность получить техподдержку и запчасти. Работа с профильными производителями, которые, как ООО Шаньдун Диншэн Подъемное Оборудование, сами проектируют и собирают такие системы, часто оказывается надежнее в долгосрочной перспективе. Они дают не просто устройство, а готовое решение, уже прошедшее обкатку на множестве объектов. В этом, пожалуй, и есть главный профессиональный секрет — минимизировать риски, опираясь на опыт тех, кто знает свое дело до мелочей.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
 Металлургический литейный кран
Металлургический литейный кран -
 Грейфер электрического крана
Грейфер электрического крана -
 Ручная таль
Ручная таль -
 Козловой кран с ферменной двутавровой балкой типа MGH
Козловой кран с ферменной двутавровой балкой типа MGH -
 Электрический однобалочный мостовой кран
Электрический однобалочный мостовой кран -
 Козловой кран с ферменной двутавровой балкой
Козловой кран с ферменной двутавровой балкой -
 Тормозное противоураганное устройство
Тормозное противоураганное устройство -
 Электрическая самоходная платформа
Электрическая самоходная платформа -
 Мостовой грейферный кран типа QZ
Мостовой грейферный кран типа QZ -
 Контейнерный кран
Контейнерный кран -
 Токопроводящий рельс
Токопроводящий рельс -
 Подвесной кран
Подвесной кран